Machinerie industrielle & équipements de production pour le travail des métaux
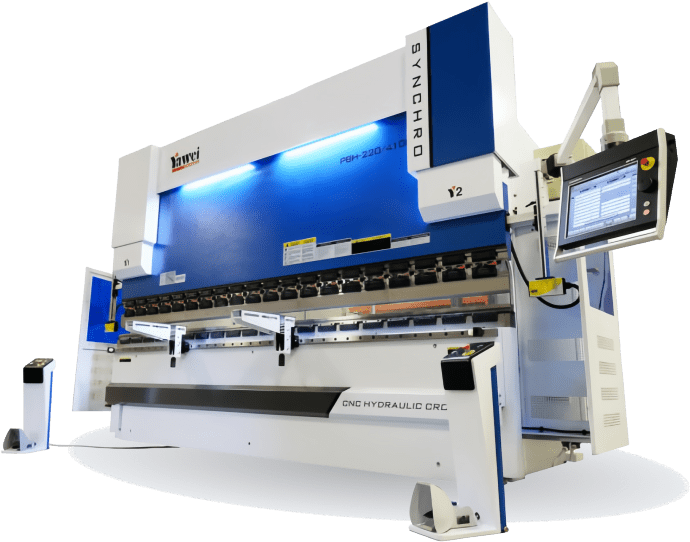
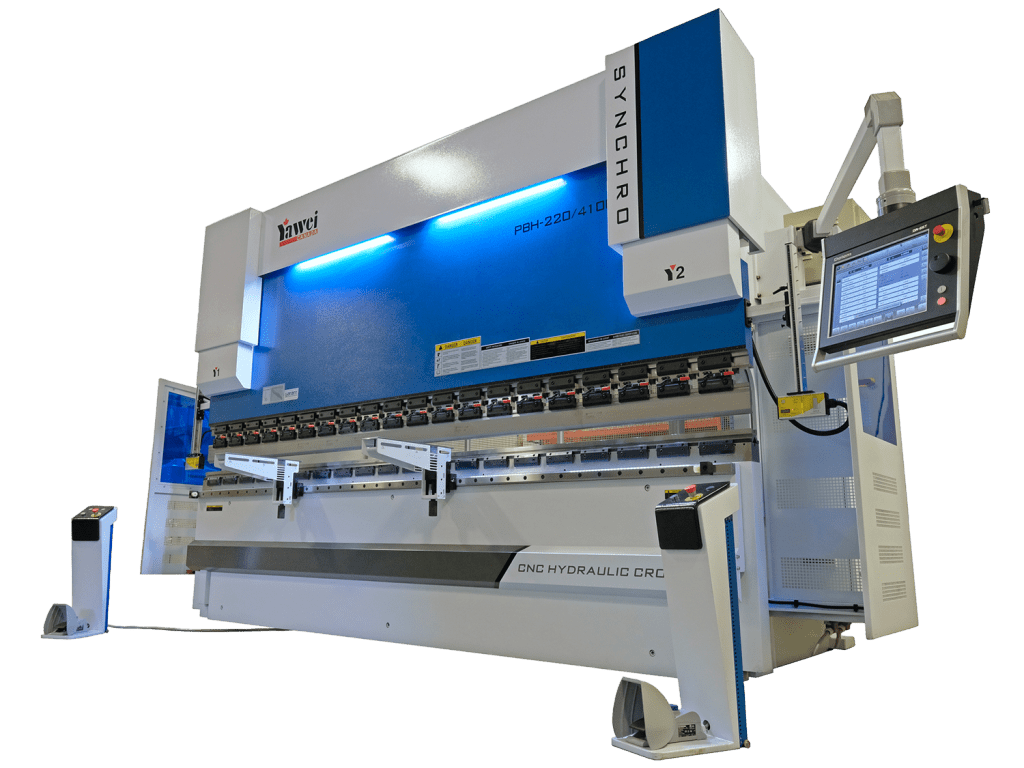
Découvrez notre vaste gamme de presses plieuses hydrauliques et électriques.
Voir nos plieusesMachinerie industrielle & équipements de production pour le travail des métaux


Aucun compromis sur la qualité de nos produits et de notre service.
Machines-outils populaires



Besoin de plus d’informations?
Notre équipe d'experts est prête à vous fournir toutes les informations dont vous avez besoin pour prendre des décisions éclairées. N'hésitez pas à nous contacter pour discuter de vos besoins spécifiques, ou toute autre demande d'information.
Prêt à aller
de l’avant ?
Si vous souhaitez obtenir un devis ou une soumission pour nos produits et services, n'hésitez pas à nous contacter. Notre équipe d'experts est prête à répondre à vos besoins spécifiques et à vous fournir des informations précises pour votre projet.

Notre engagement dans votre réussite
Chez Garant Machinerie, nous plaçons la construction de relations d'affaires à long terme au cœur de notre mission. Notre engagement envers nos clients se reflète dans chaque aspect de notre service, de l'installation d'équipements à l'importation de machines de qualité, en passant par l'entretien, la réparation, la distribution rapide et nos précieux conseils. Votre satisfaction est notre priorité absolue, et nous sommes dévoués à vous offrir le meilleur service de l'industrie. Faites confiance à notre expertise et à notre engagement pour bâtir une relation durable avec vous.
À lire sur le blogue

D’où proviennent vos erreurs de pliage ?
Les presses plieuses ont beaucoup évoluées depuis leur débuts cependant peut-importe leur degré de sophistication, les sources d’erreurs au niveau du pliage demeurent présentes au quotidien.


Événement à venir